


一、VMC955加工中心之光機的選用
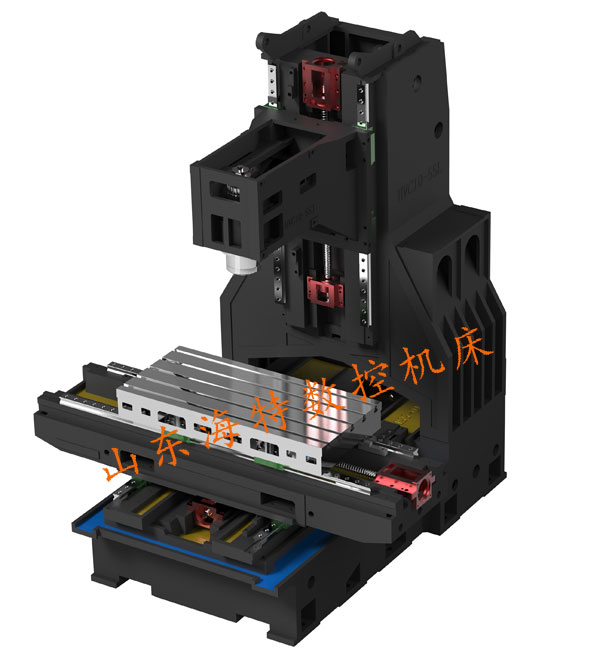 | ★機床底座、立柱、主軸箱體、十字滑臺、工作臺等基礎件采用高強度消失模鑄造成型技術,內部金相組織穩定,確保基礎件的高穩定性。 ★鑄件結構經過機床動力學分析和有限元分析,使其幾何結構*加合理,與加強筋的恰當搭配,保證了基礎件的高剛性。 ★寬實的底座,加寬加長的床鞍、負荷全支撐的設計,結構符合材料力學的先進設計理念,確保機床在強力切削及加工時重負載的能力。 |
二、VMC955加工中心之主軸的選用
 | ★采用原裝臺灣健椿隆主軸。 ★主軸電機通過高扭力齒形皮帶傳動,大幅減低傳動噪音及熱量產生 ★主軸采用精密級日本NSK軸承,高速、高精密,可重切削,*高轉速可達8000r/min。 |
三、VMC955加工中心之絲桿的選用
 | ★臺灣津庭絲桿 ★采用臺灣C3級高精密、高強度滾珠絲杠。絲桿屬特殊定制為加長螺母,預緊力可達為4.5T。 ★采用進口高精度鎖緊螺母,滾珠絲杠經預拉伸后,大大增加了傳動剛性并消除了運動時產生的熱變形影響,確保了機床的精度。 |
四、 VMC955加工中心之線軌的選用
 | ★X、Y、Z軸采用原裝臺灣上銀滾柱重載導軌,線軌滑座屬特殊定制為加寬加大處理,特別是Z軸的滑座。 ★滾柱重載線軌可以滿足客戶速度快、精度高的要求外,還可以強力切削,同時也增加機床導軌的使用壽命等特性。 |
五、 VMC955加工中心之軸承的選用
 | ★NSK滾動軸承,一般由套圈、滾動體及保持架所構成。按其承受負荷方向可分為,向心軸承和推力軸承。 ★簡化了進口軸承周圍的構造,便于保養,檢查。比較易于高、低溫條件下的使用。為了提高剛性,即使在負間隙(預負荷狀態)也可以使用。 |
六、VMC955加工中心之刀庫的選用
 | ★臺灣刀庫 ★斗笠式刀庫:標配經濟型,獨創滾珠式凸輪機構,分割精度高。分離式持刀夾同刀盤支撐,長期保持刀桿垂直度、間隙,取刀動作順暢; ★圓盤刀庫:可選配機械臂換刀,點對點換刀僅1.9秒。 ★滿足自動化要求又提高了生產效率。 |
VMC955加工中心技術參數:
| 機型 | VMC955 |
| X坐標行程 (mm) | 900 |
| Y坐標行程 (mm) | 550 |
| Z坐標行程 (mm) | 550 |
| 工作臺規格(長×寬) (mm) | 1000×500 |
| 工作臺載重(kg) | 600 |
| 主軸中心線到立柱正面導軌距離(mm) | 625 |
| 主軸端面至工作臺上平面距離(mm) | 120~670 |
| X、Y、Z切削進給量(mm/min) | 1-6000 |
| X、Y、Z快速進給速度(m/min) | 36/48 |
| 主軸轉速范圍 (r/min) | 50~8000 |
| 主軸錐孔 | BT40-150 |
| 主軸電機(kw) | 7.5/11 |
| 工作臺T型槽(mm)槽數×槽寬×槽距 | 5/18/100 |
| 重復定位精度(300mm) | ± 0.003 |
| 定位精度 (300mm) | ±0.005 |
| 使用源氣壓力(MPa) | 0.6-0.8 |
| 機床輪廓(L×W×H)(mm) | 2950*2200*2600 |
| 機床重量 (kg) | 6200 |
VMC955加工中心,標準配置狀態時,進給軸為X、Y、Z三坐標三聯動控制。能夠實現對各種盤類、板類、殼體、凸輪、模具等復雜零件在一次裝夾中完成鉆、銑、鏜、擴、鉸等多種工序加工。配上第四軸或第五軸數控分度頭或者回轉工作臺,可以加工回轉體上的螺旋槽等復雜零件的加工。
955加工中心參考價格17.8萬,不同配置價格不同。
請買前咨詢好 對系統的要求, 對刀庫的要求是否要求主軸中心出水,排削器,主軸油冷機等!
VMC955加工中心,在滿足上述功能的同時,還具備剛性攻絲功能。對工件一次裝夾,可以完成多種刀具的連續復合加工,大大提高機床的工作效率,保證零件加工的多工序下的精度,減少裝夾次數,減少輔助工時,免掉了人工換刀、對刀的麻煩,實現自動現代化加工。該機床適用于中小型零件的加工制造,特別對復雜、高精度零件的加工顯示其優越性。




