

數(shù)控加工中心在工作過(guò)程中或多或少的會(huì)出現(xiàn)一些小的故障,有的問(wèn)題可自行解決的,自己維修起來(lái)也比較節(jié)省時(shí)間,畢竟要等到廠家來(lái)維修,總要耽誤一些時(shí)間。下面山東海特?cái)?shù)控加工中心廠家講解遇到故障時(shí),應(yīng)該如何處理和維修方法。
處理方法:
當(dāng)數(shù)控加工中心發(fā)生故障時(shí),維修人員不要急于動(dòng)手處理,而應(yīng)多做調(diào)查、觀察和試驗(yàn)。故障調(diào)查主要是向操作者詳細(xì)詢問(wèn)出現(xiàn)故障的全過(guò)程,查看故障記錄單。所以對(duì)機(jī)床操作者來(lái)說(shuō),當(dāng)數(shù)控機(jī)床發(fā)生故障時(shí)應(yīng)采取急停措施,停止系統(tǒng)運(yùn)行,保護(hù)好現(xiàn)場(chǎng)。若不能排除故障,除應(yīng)及時(shí)通知維修人員進(jìn)行維修外,還應(yīng)對(duì)故障做盡可能詳細(xì)的記錄,為維修提供可靠的資料。圖1為故障診斷處理過(guò)程。
處理方法:
當(dāng)數(shù)控加工中心發(fā)生故障時(shí),維修人員不要急于動(dòng)手處理,而應(yīng)多做調(diào)查、觀察和試驗(yàn)。故障調(diào)查主要是向操作者詳細(xì)詢問(wèn)出現(xiàn)故障的全過(guò)程,查看故障記錄單。所以對(duì)機(jī)床操作者來(lái)說(shuō),當(dāng)數(shù)控機(jī)床發(fā)生故障時(shí)應(yīng)采取急停措施,停止系統(tǒng)運(yùn)行,保護(hù)好現(xiàn)場(chǎng)。若不能排除故障,除應(yīng)及時(shí)通知維修人員進(jìn)行維修外,還應(yīng)對(duì)故障做盡可能詳細(xì)的記錄,為維修提供可靠的資料。圖1為故障診斷處理過(guò)程。
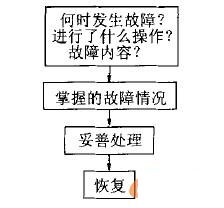
圖1 故障診斷處理流程圖
1、故障現(xiàn)象:主軸刀與刀庫(kù)中刀具交換時(shí)掉刀
原因及維修:換刀時(shí)主軸箱沒(méi)有回到或換刀點(diǎn)飄移,機(jī)械手抓刀時(shí)沒(méi)有到位就開始拔刀。重新操作主軸箱運(yùn)動(dòng),使其回到換刀點(diǎn)位置,重新設(shè)置換刀點(diǎn)。
2、刀庫(kù)轉(zhuǎn)動(dòng)不到位
原因及維修:有可能存在以下問(wèn)題
a.電動(dòng)機(jī)轉(zhuǎn)動(dòng)故障,傳動(dòng)機(jī)構(gòu)存在誤差。*換電動(dòng)機(jī),調(diào)整傳動(dòng)機(jī)構(gòu);
b.液壓系統(tǒng)出現(xiàn)問(wèn)題,油路不暢通或液壓閥出現(xiàn)問(wèn)題。檢查液壓系統(tǒng);
c.液壓馬達(dá)出現(xiàn)故障。檢測(cè)液壓馬達(dá)是否正常工作;
d.刀庫(kù)負(fù)載過(guò)大,或者有阻滯現(xiàn)象。檢查刀庫(kù)裝刀是否合理。
3、自動(dòng)換刀時(shí)發(fā)現(xiàn)主軸松刀動(dòng)作緩慢
原因及維修:通常引起加工中心主軸松刀動(dòng)作緩慢的原因有氣動(dòng)系統(tǒng)壓力太低或流量不足;機(jī)床主軸拉力系統(tǒng)有故障;主軸松刀氣缸不良。根據(jù)以上分析,首先檢查氣動(dòng)系統(tǒng)的壓力,若發(fā)現(xiàn)壓力表顯示為小于0.6MPa,壓力太低。則打開壓力機(jī),壓力上升故障排除。
4、主軸定位不準(zhǔn)確,導(dǎo)致自動(dòng)換刀無(wú)法正常運(yùn)行
原因及維修:主軸定位后發(fā)生了位置偏移。檢查主軸驅(qū)動(dòng)系統(tǒng)無(wú)任何報(bào)警,機(jī)械部分結(jié)構(gòu)又很簡(jiǎn)單,機(jī)床的定位采用編碼器,定位動(dòng)作完全正確,所以從故障的現(xiàn)象和可能發(fā)生的部位來(lái)看,電氣部分發(fā)生故障的可能性很小。考慮到影響主軸定位的機(jī)械原因*有可能是編碼器的連接。檢查連接部分,發(fā)現(xiàn)編碼器上連接套的緊固螺釘存在松動(dòng),使編碼器與主軸的連接部分間隙過(guò)大。將螺釘按要求固定好后故障排除。
5、主軸串行通訊錯(cuò)誤
原因及維修:串行主軸放大器(SPM)和CNC之問(wèn)發(fā)生了通訊錯(cuò)誤,可能的原因包括:
a.連接電纜接觸不良。檢查連接串行主軸放大器(SPM)和CNC的電纜接觸是否良好。檢查電纜與插頭連接是否緊固,確認(rèn)沒(méi)有任何折斷或切斷的地方。檢查電纜是否為雙絞線,是否像連接說(shuō)明書上所述那樣連接;
b.CNC印刷電路板故障。在母板上安裝了CNc側(cè)的主軸控制回路。若發(fā)生此故障,則*換母板。
6、電池電壓降低
原因及維修:FANUC系統(tǒng)在工作一段時(shí)問(wèn)以后,顯示器屏幕上會(huì)顯示電池電壓降低報(bào)警。當(dāng)顯示出電池低電壓報(bào)警時(shí),要在一周內(nèi)*換電池。否則,存儲(chǔ)器的內(nèi)容會(huì)丟失。
7、700號(hào)報(bào)警(過(guò)熱:控制單元)
原因與維修:如果CNC控制單元的外圍溫度過(guò)高,就會(huì)發(fā)生此報(bào)警。作為安裝條件,CNC的環(huán)境溫度一定不能超過(guò)55℃,如果周圍溫度過(guò)高就會(huì)引發(fā)報(bào)警。則采取降溫措施或改善散熱條件。
8、300號(hào)報(bào)警(要求返回參考點(diǎn))
原因及維修:串行脈沖編碼器內(nèi)的機(jī)械絕對(duì)位置數(shù)據(jù)丟失了。
*換串行脈沖編碼器或拆下串行脈沖編碼器的位置反饋信號(hào)線時(shí),發(fā)生此報(bào)警。
需要用下述方法,重新記憶機(jī)床的位置
a.具有返回參考點(diǎn)功能時(shí):只在發(fā)生報(bào)警的軸進(jìn)行手動(dòng)返回參考點(diǎn)。因發(fā)生了其他報(bào)警不能手動(dòng)返回參考點(diǎn)時(shí),把參數(shù)1815#5設(shè)為0,解除其它報(bào)警,可以進(jìn)行手動(dòng)返回參考點(diǎn)。返回參考點(diǎn)完成后,按復(fù)位鍵,解除報(bào)警;
b.不具有返回參考點(diǎn)功能時(shí):進(jìn)行無(wú)擋塊式參考點(diǎn)設(shè)定,記憶參考點(diǎn)的位置。*換串行脈沖編碼器時(shí):因參考點(diǎn)的停止位置與*換前不同,要變*柵格偏移量(參數(shù)N0.1850)正確地調(diào)整停止位置。
本文通過(guò)對(duì)數(shù)控加工中心在加工過(guò)程中經(jīng)常出現(xiàn)的故障,分析了各種故障可能出現(xiàn)的原因,并給出了行之有效的維修方法。實(shí)踐證明,這些方法能有效地提高故障產(chǎn)生后的解決效率和處理質(zhì)量,對(duì)其它數(shù)控機(jī)床的故障診斷及維修也具有普遍意義。




